


Denkt man an das Gasschweißen und vergleicht es mit dem Flammhartlöten, fallen zunächst erst einmal kaum Unterschiede in der Ausrüstung auf. Beide Verfahren gehören zu den stoffschlüssigen Fügeverfahren und die Wärme zum Fügen der Metalle entsteht aus der Verbrennung von typischerweise Acetylen und Sauerstoff. Auch MIG-Schweißen und MIG-Löten können meist sogar mit der gleichen Stromquelle durchgeführt werden, genauso wie WIG-Schweißen und WIG-Löten. Wo kann also nun der Trennstrich zwischen Schweißen und Löten gezogen werden?
Der grundsätzliche Unterschied zwischen dem Schmelzschweißen und dem Löten liegt darin, dass, wenn gelötet wird, die Fügeflächen benetzt werden, das Lot schmelzflüssig ist, jedoch der Grundwerkstoff nicht aufgeschmolzen wird. Werkstofftechnisch korrekt würde man sagen, dass die Liquidustemperatur* (meist sogar nicht einmal die Solidustemperatur*) der Grundwerkstoffe nicht erreicht wird. Das typische Schmelzschweißen ist dadurch gekennzeichnet, dass die Liquidustemperatur der Grund- und Zusatzwerkstoffe überschritten wird. Zusätzlich kann gesagt werden, dass im Falle des Schweißens die Grund- und Zusatzwerkstoffe recht ähnlich und somit auch die Schmelztemperaturen fast identisch sind. Der Verbindungsmechanismus unterscheidet sich zusätzlich: Beim Löten bildet sich im Bereich der Phasengrenze eine Diffusionszone aus, wohingegen beim Schweißen eine Aufschmelzung stattfindet.
Diffusion? Ich bemühe manchmal das Bild eines Bällebades: Die Diffusion ist zeit- und temperaturabhängig. Stellt man sich ein riesiges Bällebad für Kinder mit roten Kugeln vor (der Grundwerkstoff) und kippt vorsichtig grüne Bälle oben drauf (das Lot), wird sich erst einmal nichts tun. Damit die Diffusion funktioniert, braucht es Wärme (die spielenden Kinder), damit sich die roten Bälle bewegen, Platz machen und sich mit den grünen vermischen.
Wer sich schon immer gefragt hat, was denn eigentlich der Unterschied zwischen Hart- und Weichlöten ist – es ist ziemlich einfach: 450 °C. Bis 450 °C Liquidustemperatur des verwendeten Lots wird von Weichlöten gesprochen, darüber liegt definitionsgemäß das Hartlöten.
Nimmt man ein typisches Beispiel des Hartlötens im Bereich der Kälte- und Klimatechnik – die Verbindung CrNi-Stahl an Kupfer, wird schnell klar, dass hierbei drei verschiedene Werkstoffe zum Einsatz kommen (Abbildung 1). Das Schweißen dieser Werkstoffkombination ist nicht unmöglich, erfordert jedoch etwas Aufwand. Für das Löten kann ein typisches, hochsilberhaltiges Hartlot verwendet werden.
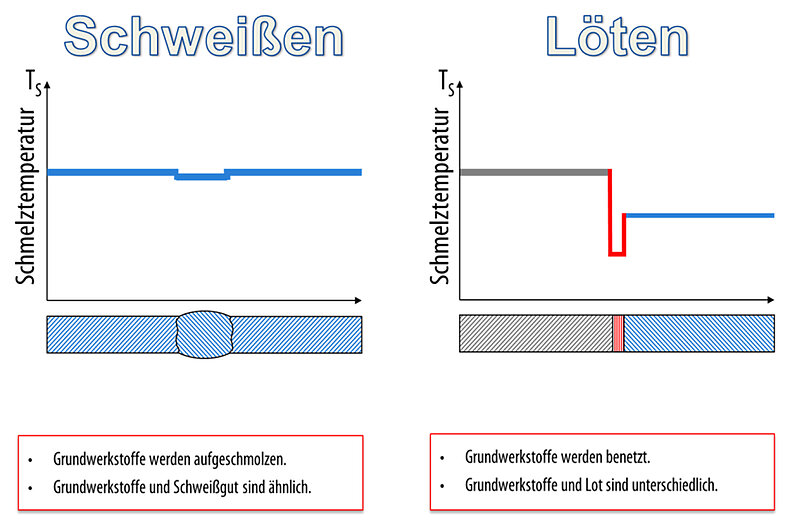
Abbildung 1 lässt erkennen, dass das Lot einen deutlich tieferen Schmelzpunkt hat als die zu fügenden Werkstoffe. Die Löttemperatur liegt im gewählten Beispiel bei etwa 680 °C, welche abhängig vom verwendeten Lot ist.
Gerne wird gesagt „Löten hält nicht“. Ein Silberhartlot mit etwa 55 % Silberanteil bringt es am Stahl S235JR auf eine Zugfestigkeit von mindestens 150 MPa. Praktisch bedeutet das, dass auf einer Fläche von 1,0 mm2 (diese Fläche ist wirklich sehr klein) eine Last von 15 kg aufgehängt werden kann. Reicht das nicht, wird in der Regel die Fläche vergrößert. Beim Weichlöten sieht die Sache leider etwas anders aus. Die hier erreichbaren Festigkeiten sind in der Regel geringer, sodass man hierbei immer mit einer Überlappung arbeiten sollte, um die Fläche zu vergrößern.
Überträgt man das oben Genannte auf die Prozesse MIG-Löten und WIG-Löten, besteht eine besondere Aufgabe darin, das Werkstück nicht anzuschmelzen, sondern nur auf Löttemperatur zu bringen und das Lot derart abzuschmelzen, dass es die Oberfläche benetzt und diffundiert.
Für einen besseren Überblick hier eine kleine Auflistung der Vor- und Nachteile des Lötens gegenüber dem Schweißen:
Vorteile
- Verbinden verschiedenartiger Werkstoffe möglich
- Geringe Wärmeentwicklung
- Geringer Verzug
- Herstellen dichter Verbindungen, z. B. im Installationshandwerk und Armaturenbau
- Werkstoffschonend, da geringeres Wärmeeinbringen als beim Schweißen
Nachteile
- Korrosionsgefahr durch Potentialunterschied von Lot und Grundwerkstoff
- Höhere Betriebstemperaturen (bei Weichlötverbindungen >100 °C, bei Hartlötverbindungen >200 °C) können Festigkeitseinbußen und ein Versagen der Verbindung zur Folge haben
- Bei der Verwendung von Flussmitteln kann es zu Flussmitteleinschlüssen und damit zu Festigkeitsminderungen kommen
- Bei dünneren Teilen und Löten bei höheren Löttemperaturen (z. B. bei Messingloten mit Arbeitstemperaturen über 800 °C) kann Lötrissigkeit auftreten
Für weitere Informationen zum Thema Löten klicken Sie hier.
Legende:
(*) Liquidustemperatur = Darunter beginnt die Erstarrung (teigig)
(*) Solidustemperatur = Darunter ist die Legierung erstarrt

Über die Autorin/den Autor
Thomas Wilhelm
Verfahrenstechnik, SLV Duisburg
„Wenn ich die Menschen gefragt hätte, was sie wollen, hätten sie gesagt: schnellere Pferde.“
Henry Ford




2025 (2)
2024 (3)
2023 (4)
2022 (3)
- 22.07.2022 Digitale Radiographie
2021 (11)
- 17.11.2021 UKCA
- 01.11.2021 SCHWEISSZERTIFIKAT
- 12.07.2021 INTERPRETATION BIRGT RISIKEN TEIL 2
- 02.07.2021 INTERPRETATION BIRGT RISIKEN TEIL 1
- 19.04.2021 WASSERSTRAHLSCHNEIDEN
- 21.01.2021 AKTIVER KORROSIONSSCHUTZ
2020 (9)
2019 (3)
2018 (24)
- 31.10.2018 WELCHE VORTEILE BIETET MIR DIE ZFP-AUSBILDUNG BEI DER GSI SLV?
- 24.10.2018 VOM SCHWEISSFACHMANN ZUM SCHWEISSTECHNIKER AUFSTEIGEN – SO GEHT'S!
- 17.10.2018 MIKROFÜGEN: DEFINITION, VORTEILE UND ANWENDUNGSBEREICHE
- 03.10.2018 DIN SPEC – QUALIFIZIERUNG VON SCHWEISSERN FÜR DAS MANUELLE AUFTRAGSSCHWEISSEN
- 26.09.2018 EINFÜHRUNGSLEHRGANG ZUM SCHWEISSKONSTRUKTEUR
- 19.09.2018 DER WEG ZUM GEPRÜFTEN TAUCHER - DIE AUSBILDUNG
- 12.09.2018 SCHWEISSEN IM AUTOMOTIV-SEKTOR
- 05.09.2018 OBERBAUSCHWEISSEN
- 25.07.2018 KOMMUNIKATION IN DER SCHWEISSTECHNIK
- 09.05.2018 SCHWEISSTECHNIK UNTER WASSER
- 02.05.2018 DIN EN 1090 – FERTIGUNG VON STAHLBAUTEN
- 25.04.2018 CORPORATE LEARNING
- 18.04.2018 SCHWEIßEN VS. LÖTEN – DIE WICHTIGSTEN UNTERSCHIEDE
- 04.04.2018 SAP-ZUSATZAUSBILDUNG
- 28.03.2018 MESSE SCHWEIßEN UND SCHNEIDEN 2017